 |
Stefan Eugster Kaufmännische Auskünfte (0)71 447 67 60 s.eugster@haertereiarbon.ch |
 |
Michael Bauer Technische Auskünfte (0)71 447 67 59 m.bauer@haertereiarbon.ch |
|||
|
|
||||||

 |
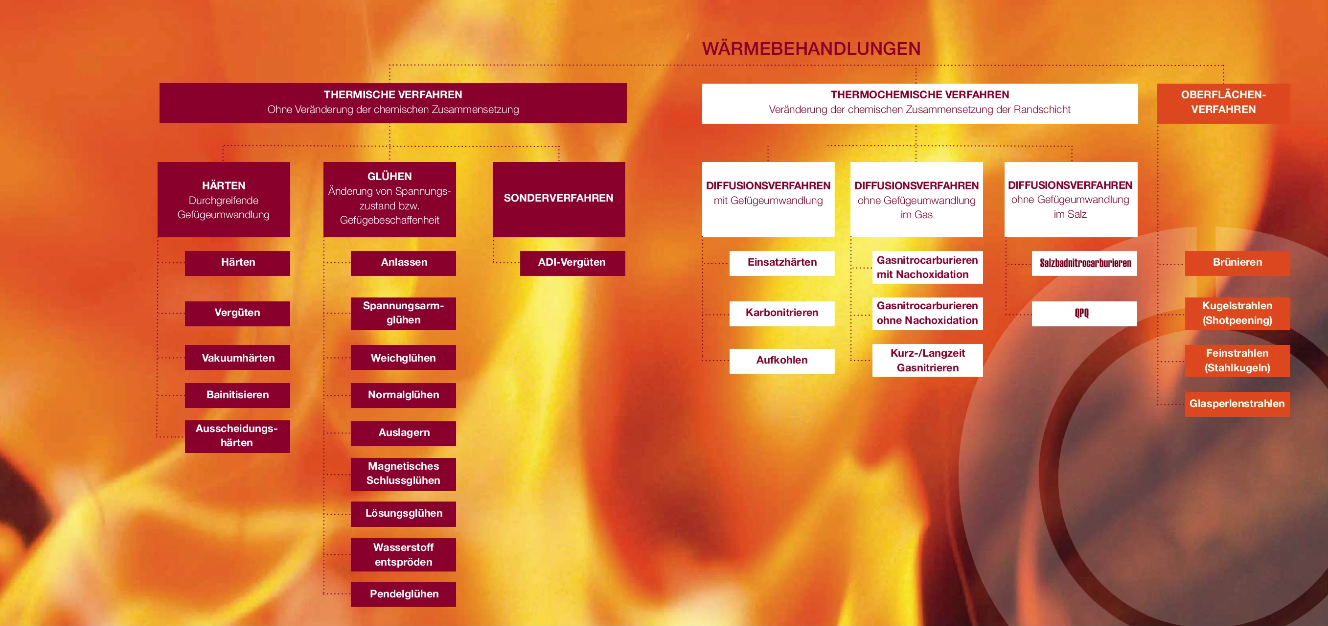
Verfahren: Härten, Vergüten, Glühbehandlungen unter Schutzgas, Zwischenstufenvergüten, Bainitisieren, Wärmebehandlung von ADI-Gusswerkstoffen Kapazität/Werkstückgrösse:
Wichtige Angaben für eine erfolgreiche Bearbeitung
|
| Ansprunghärte (HRC) | ||
|---|---|---|
| Unlegierte Vergütungsstähle / Federstähle | C35 - 1.1181 | 30-40 |
| Unlegierte Vergütungsstähle / Federstähle | C45 - 1.1191/1.1730 | 50-55 |
| Unlegierte Vergütungsstähle / Federstähle | C60 - 1.1221 | 60-65 |
| Unlegierte Vergütungsstähle / Federstähle | C75 - 1.1248 | 63-67 |
| Legierte Vergütungsstähle / Federstähle | 65Si7 - 1.0906 | 60-63 |
| Legierte Vergütungsstähle / Federstähle | 30Mn5 - 1.1165 | 30-40 |
| Legierte Vergütungsstähle / Federstähle | 53MnSi4 - 1.5141 | 60-63 |
| Legierte Vergütungsstähle / Federstähle | 30CrNiMo8 - 1.6580 * | 50-53 |
| Legierte Vergütungsstähle / Federstähle | 34CrNiMo6 - 1.6582 * | 52-57 |
| Legierte Vergütungsstähle / Federstähle | 67SiCr5 - 1.7103 | 60-63 |
| Legierte Vergütungsstähle / Federstähle | 60SiCr7 - 1.7108 | 60-63 |
| Legierte Vergütungsstähle / Federstähle | 25CrMo4 - 1.7218 * | 43-53 |
| Legierte Vergütungsstähle / Federstähle | 34CrMo4 - 1.7220 * | 52-57 |
| Legierte Vergütungsstähle / Federstähle | 42CrMoS4 - 1.7225/1.7227 * | 55-60 |
| Legierte Vergütungsstähle / Federstähle | 31CrMoV9 - 1.8519 * | 50-52 |
| Legierte Vergütungsstähle / Federstähle | 50CrV4 - 1.8159 | 58-62 |
| Legierte Vergütungsstähle / Federstähle | 58CrV4 - 1.8161 | 60-62 |
| Legierte Vergütungsstähle / Federstähle | 62SiMnCr4 - 1.2101 | 59-63 |
| Werkzeugstähle | 115CrV3 - 1.2210 | 65-66 |
| Werkzeugstähle | 40CrMnMo7 - 1.2311 * | 50-52 |
| Werkzeugstähle | 40CrMnMoS8-6 - 1.2312 * | 50-52 |
| Werkzeugstähle | 40CrMnNiMo8-6-4 - 1.2738 * | 50-52 |
| Werkzeugstähle | 105WCr6 - 1.2419 | 65-66 |
| Werkzeugstähle | 60WCrV7 - 1.2550 | 60-62 |
| Werkzeugstähle | 56NiCrMoV7 - 1.2714 * | 60-62 |
| Werkzeugstähle | 50NiCr13 - 1.2721 | 56-58 |
| Werkzeugstähle | 100MnCrWv4 - 1.2510 | 63-65 |
| Werkzeugstähle | 90MnCrV8 - 1.2842 | 63-65 |
| Kugellagerstahl | 100Cr6 - 1.3505/1.2067 | 63-66 |
| Vergüten Einsatzstahl | 16MnCr5 etc. - 1.7131/1.5752 | 800-1100 MPa |
| Vergüten Einsatzstahl | 18CrNiMo7-6 - 1.6587 | 800-1500 MPa |
| Einsatzstähle | Einsatzgehärtet | 60-64 HRC |
Tabellenwerte gelten für unseren Standardprozess.
 |
Verfahren: Härten, Anlassen von Werkzeug- und Schnellstählen bis 1200° C, Auslagern, Lösungsglühen, Sonderwärmebehandlungen Kapazität/Werkstückgrösse:
Wichtige Angaben für eine erfolgreiche Bearbeitung
|
| Ansprunghärte (HRC) | ||
|---|---|---|
| Werkzeugstähle Kaltarbeit | X210Cr12 - 1.2080 | 63-65 |
| Werkzeugstähle Kaltarbeit | X50CrMoW9-11 - 1.2631 | 54-62 |
| Werkzeugstähle Kaltarbeit | X100CrMoV5-1 - 1.2363 | 62-64 |
| Werkzeugstähle Kaltarbeit | X100CrMoV8-1-1 - 1.2990 | 62-65 |
| Werkzeugstähle Kaltarbeit | X153CrMoV12 - 1.2379 | 63-65 |
| Werkzeugstähle Kaltarbeit | X210CrW12 - 1.2436 | 63-65 |
| Werkzeugstähle Kaltarbeit | X220CrVMo13-4 - 1.2380 | 62-65 |
| Werkzeugstähle Kaltarbeit | X45NiCrMo4 - 1.2767 | 56-58 |
| HSS | S-12-1-4-5 - 1.3202 | 64-66 |
| HSS | S-6-5-2-5 - 1.3343 | 64-66 |
| HSS | S-6-5-2 S - 1.3341 | 63-65 |
| Werkzeugstähle rostfrei | X40Cr14 - 1.2083 | 54-56 |
| Werkzeugstähle rostfrei | X36CrMo17/X33CrS16 - 1.2316/1.2085 | 46-50 |
| Werkzeugstähle rostfrei | X91CrMoV18 - 1.2361 | 56-59 |
| Rostfreie Stähle | X20Cr13 - 1.4021 | 30-40 |
| Rostfreie Stähle | X46Cr13 - 1.4034 | 54-56 |
| Rostfreie Stähle | X17CrNi17-2 - 1.4057 | 40-50 |
| Rostfreie Stähle | X14CrMoS17 - 1.4104 | 30-40 |
| Rostfreie Stähle | X90CrMoV18 - 1.4112 | 56-59 |
| Rostfreie Stähle | X39CrMo17-1 - 1.4122 | 46-50 |
| Rostfreie Stähle | X5CrNiCuNb16-4 - 1.4542 | bis max. 48 HRC |
 |
Verfahren: Spannungsarmglühen, Weichglühen, Anlassen, Auslagern unter Stickstoffatmosphäre bis 700° C Kapazität/Werkstückgrösse:
Wichtige Angaben für eine erfolgreiche Bearbeitung
|
 |
Verfahren: Härten, Vergüten, Einsatzhärten, Karbonitrieren, Glühen unter Schutzgas bis 950° C Kapazität/Werkstückgrösse:
Wichtige Angaben für eine erfolgreiche Bearbeitung
|
 |
Verfahren: Nitrocarburieren (Nikotrieren) mit oder ohne Nachoxidation, klassisch Gasnitrieren bis 100 Std. Kapazität/Werkstückgrösse:
Wichtige Angaben für eine erfolgreiche Bearbeitung
|
| ca. NHD mm | ca. OFH HV1 | ||
|---|---|---|---|
| 25h Gasnitrieren | S355 / St52 | 0.4-0.6 | 200-350 |
| 25h Gasnitrieren | C45 / 1.1191 | 0.4-0.6 | 300-500 |
| 25h Gasnitrieren | 1.2312/11 | 0.25-0.35 | 700-880 |
| 25h Gasnitrieren | 1.7131/39 | 0.4-0.6 | 650-790 |
| 25h Gasnitrieren | 1.7225/27 | 0.3-0.5 | 620-750 |
| 25h Gasnitrieren | 1.8519 | 0.3-0.4 | 750-900 |
| 25h Gasnitrieren | 1.8550 | 0.3-0.4 | 950-1200 |
| 72h Gasnitrieren | S355 / St52 | ca. 0.8 | 200-350 |
| 72h Gasnitrieren | C45 / 1.1191 | ca. 0.8 | 300-500 |
| 72h Gasnitrieren | 1.2312/11 | > 0.45 | 700-880 |
| 72h Gasnitrieren | 1.7131/39 | > 0.6 | 650-790 |
| 72h Gasnitrieren | 1.7225/27 | > 0.6 | 620-750 |
| 72h Gasnitrieren | 1.8519 | > 0.45 | 750-900 |
| 72h Gasnitrieren | 1.8550 | > 0.45 | 950-1200 |
| Gasnitrocarburieren | S355 / St52 | 0.4-0.6 | 200-350 |
| Gasnitrocarburieren | C45 / 1.1191 | 0.4-0.6 | 300-500 |
| Gasnitrocarburieren | 1.2312/11 | > 0.25 | 700-880 |
| Gasnitrocarburieren | 1.7131/39 | > 0.3 | 650-790 |
| Gasnitrocarburieren | 1.7225/27 | > 0.3 | 620-750 |
| Gasnitrocarburieren | 1.8519 | 0.2-0.35 | 750-900 |
| Gasnitrocarburieren | 1.8550 | 0.2-0.35 | 950-1200 |
| Oxinitrieren | S355 / St52 | 0.4-0.6 | 200-350 |
| Oxinitrieren | C45 / 1.1191 | 0.4-0.6 | 300-500 |
| Oxinitrieren | 1.2312/11 | > 0.25 | 700-880 |
| Oxinitrieren | 1.7131/39 | > 0.3 | 650-790 |
| Oxinitrieren | 1.7225/27 | > 0.3 | 620-750 |
| Oxinitrieren | 1.8519 | 0.2-0.35 | 750-900 |
| Oxinitrieren | 1.8550 | 0.2-0.35 | 950-1200 |
NHD und OFH für andere Werkstoffe auf Anfrage
NHD= Kernhärte +50HV
Tabellenwerte gelten für unseren Standardprozess.
 |
Vorteile und Eigenschaften von TolNit:
Kapazität/Werkstückgrösse:
Wichtige Angaben für eine erfolgreiche Bearbeitung
|
||||||||||
| TolNit | ca. NHD mm | ca. OFH HV1 | |
|---|---|---|---|
| TolNit | S355 / St52 | < 0.2 | 200-350 |
| TolNit | C45 / 1.1191 | < 0.2 | 300-500 |
| TolNit | 1.2312/11 | < 0.2 | 700-880 |
| TolNit | 1.7131/39 | < 0.2 | 650-790 |
| TolNit | 1.7225/27 | < 0.2 | 620-750 |
| TolNit | 1.8519 | < 0.2 | 750-900 |
| TolNit | 1.8550 | < 0.2 | 950-1200 |
NHD und OFH für andere Werkstoffe auf Anfrage
NHD= Kernhärte +50HV
Tabellenwerte gelten für unseren Standardprozess.
 |
Verfahren: Badnitrieren ohne Nachbehandlung Q Badnitrieren feingestrahlt QP Badnitrieren, feingestrahlt, chemisch nachoxidiert QPQ bis 580° C Kapazität/Werkstückgrösse:
Wichtige Angaben für eine erfolgreiche Bearbeitung
|
| QPQ 90 - Salzbadnitrieren | ca. NHD mm | ca. OFH HV1 | |
|---|---|---|---|
| QPQ 90 - Salzbadnitrieren | S355 / St52 | ca. 0.3 | 200-350 |
| QPQ 90 - Salzbadnitrieren | C45 / 1.1191 | ca. 0.3 | 300-500 |
| QPQ 90 - Salzbadnitrieren | 1.2312/11 | > 0.15 | 700-880 |
| QPQ 90 - Salzbadnitrieren | 1.7131/39 | ca. 0.2 | 650-790 |
| QPQ 90 - Salzbadnitrieren | 1.7225/27 | > 0.15 | 620-750 |
| QPQ 90 - Salzbadnitrieren | 1.8519 | 0.1-0.2 | 750-900 |
| QPQ 90 - Salzbadnitrieren | 1.8550 | 0.1-0.2 | 950-1200 |
NHD und OFH für andere Werkstoffe auf Anfrage
NHD= Kernhärte +50HV
Tabellenwerte gelten für unseren Standardprozess.
